





-By V. Sivakumar
Founder, Feed Tech Engineering, Coimbatore.
Author Notes
V. Sivakumar is the founder of Feed Tech Engineering, Coimbatore, and a freelance consultant in silo systems, feed milling, and automation. He writes on feed mill systems, grain storage engineering, and digital process intelligence in the Indian feed industry. This article presents a technical perspective on integrating automation, storage science, and data-driven inventory control in modern feed manufacturing.
Introduction
The biggest losses in a feed mill are often
the ones you cannot see. They do not announce themselves with a broken gearbox,
a stopped conveyor, or a failed motor. They begin quietly at the intake point,
where grain is received, handled, and sent into storage with dust, fines,
stones, stalks, and other foreign material still attached to it.
That is the real blind spot in many grain and feed operations. The industry has become highly disciplined at measuring moisture, broken kernels, and test weight. But it still too often treats dust extraction and foreign material removal as secondary housekeeping tasks rather than what they truly are: core process controls that determine storage stability, equipment life, worker safety, and product value.

A Tolerae Limit Is Not a Target
Commercial grain contracts may allow a
certain level of foreign matter. That does not mean the plant should accept it
as normal.
If a 100-ton truckload contains 2% foreign
matter, then 2 tons of that load are not productive grain. They are dust, sand,
stones, stalks, chaff, plastic, and other non-nutritive material. The facility
pays for the full load, but only part of it has real value.
This is where many mills make a strategic mistake. They view cleaning as a cost centre and contamination as an unavoidable fact of life. In reality, contamination is a measurable process loss. Every kilogram of dust or sand that enters the plant creates downstream costs in storage, maintenance, and quality.
Dust Is a Storage Hazard, not a Nuisance.

Dust in grain systems is not harmless
residue. It is a concentrated mix of grain flour, broken fines, husk particles,
chaff, soil dust, Mold spores, and insect fragments. Once inside a silo, it
does three things extremely well: it blocks airflow, holds moisture, and
creates biological risk.
That combination is dangerous. Restricted
airflow weakens aeration. Moisture pockets form. Hot spots develop. Mold begins
to grow. Insects find favourable conditions. Storage life shortens. In the
worst cases, dust also contributes to explosion risk in elevators and silos.
The problem is not simply that dust exists.
The problem is that dust concentrates where operators cannot see it.
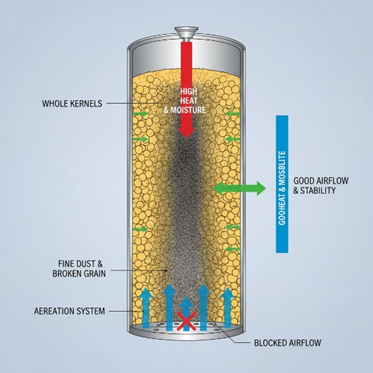
The Invisible Core Inside the Silo
When grain enters a silo from a top-centre
inlet, segregation begins immediately. Whole kernels move outward toward the
walls, while fines and dust fall straight down the centre. Over time, this
creates a dense vertical column beneath the inlet: the dust core.
This is one of the most underestimated
failure mechanisms in grain storage.
Because it is compacted and hidden, it
resists airflow from bottom aeration systems. It traps heat and moisture. It
creates a localized zone where spoilage can begin long before the rest of the
silo shows visible signs of trouble. Later, when the silo is discharged, the
same compacted centre can contribute to bridging, eccentric flow, and uneven
structural loading.
A small failure at intake becomes a large failure in storage.
A Silo Is a Preservation System, not a
Cleaning System
One of the most important principles in
grain storage is simple: a silo can preserve grain quality, but it cannot
improve poor-quality grain.
If grain containing dust, sand, stones,
weed seeds, broken kernels, and Mold enters the silo, even the best-engineered
silo cannot remove those contaminants. It can only store them more safely or
less safely.
That is why intake quality matters so much.
The silo should not be expected to solve a problem that should have been
removed before storage. In modern grain handling, the receiving and cleaning
line is not separate from the storage system. It is part of the storage system.
Why the Industry Still Tolerates It
If the technical case for cleaning is so
strong, why do so many facilities still underinvest in it?
The answer is partly economic and partly
human. Dust management is not glamorous. It does not produce visible throughput
gains. It does not create the immediate satisfaction of a new silo or a faster
conveyor. It is also labour-intensive, and in many plants, labour is already
stretched thin. Maintenance teams naturally prioritize the loud, visible
breakdowns on the production line over the quiet accumulation of fines in a
silo.
There is also a safety reality that cannot be ignored. Manual silo cleaning is hazardous work. Confined spaces, engulfment risk, toxic gases, and dust exposure make it a task that modern plants should minimize, not normalize. The answer is not to rely on heroic labour. The answer is to engineer the labour out of the problem.
Intake Design Must Match the Unloading
Method
A serious intake system cannot be designed
as a generic structure. It must match the logistics of the material being
received.
For bagged grain and manual unloading,
shallow hoppers with local aspiration are often the best solution. The geometry
should minimize vertical drop and reduce the “piston effect” created when
falling grain compresses air and pushes dust back into the worker’s breathing
zone. Compact pulse-jet filters mounted directly on the hood can capture dust
efficiently. The goal is simple: remove dust at the point of generation, not
after it has spread through the plant.
For bulk truck tipping, the design logic
changes completely. A deep common hopper is needed to absorb the surge.
High-volume aspiration becomes essential, and the system must be able to handle
the pressure wave created by rapid discharge. In this environment, small local
filters are not enough. The intake yard needs robust dust tunnels,
counterweighted baffles or louvres, and a centralized baghouse sized for the
actual airflow demand. If the system is undersized, dust will not disappear. It
will simply move to a different part of the plant.
What Leading Grain Storage Projects
Emphasize
In many advanced grain handling projects
in Europe, North America, and increasingly China, the receiving
and cleaning line is designed as an integral part of the storage system. The
project team asks questions such as:
The focus is on the entire grain flow, not
just the silo.
A world-class storage project can be
thought of as having four equally important systems:
If any one of these is weak, the overall performance suffers.
Cleaning Before Storage Is the Correct
Philosophy
The most advanced grain and feed facilities
operate on a simple principle: do not put a storage problem into a silo.
That means incoming grain should be cleaned
before long-term storage, not after spoilage begins. A proper cleaning line may
include scalper screens for straw, stalks, cobs, and packaging debris;
aspirators for dust, chaff, and light impurities; destoners for stones, sand,
and mud lumps; magnetic separators for metal fragments; and optical or
mechanical sorting where precision is required.
Broken grain and fines deserve special
attention. Even a modest percentage of fines can significantly reduce airflow
through a silo. Once airflow is compromised, the entire storage system becomes
less stable.
Waste Is Not Waste Until It Is Measured
One of the most important changes in modern
grain handling is conceptual. Dust, screenings, and foreign material should not
be treated as vague waste streams. They should be treated as measurable
outputs.
That means weighing them, logging them, and
analysing them by supplier, by truck, and by shift. It means knowing how much
dust was removed, how much clean grain remained, and how much value was lost to
contamination.
This is the logic of a digital feed mill.
The plant does not merely receive grain. It records the quality of what
arrived, the quality of what was removed, and the quality of what was stored.
Once that data exists, management can stop
guessing. It can compare suppliers, identify recurring contamination patterns,
and calculate the true cost of poor cleaning.
Digital Feed Mill Perspective
In a digital feed mill, the performance of
the cleaning system should be measured as carefully as the performance of the
silo itself. Typical key performance indicators include:
These metrics allow managers to quantify
the economic benefit of cleaning rather than treating it as an unavoidable
cost.
What Europe, North America,
and China Have Already Learned
In many European facilities, the philosophy
is direct: clean grain first, store second. Grain is sampled, screened,
aspirated, and separated before it enters storage. Dust is collected, not
ignored. Screenings are weighed, not discarded into obscurity.
In North America, large elevators and feed
mills often treat the silo as a biological system rather than a passive
container. Temperature, moisture, CO₂, and aeration performance are monitored
continuously. Grain lots are classified and segregated. Storage is managed as
an active process.
China has advanced rapidly in the same direction. Many modern projects now include automated sampling, online moisture monitoring, temperature cables, smart aeration, dust collection systems, and centralized control rooms. The reason is not fashion. It is economics. Even a small reduction in grain loss across a large supply chain creates enormous value.
The Indian and South Asian Opportunity
Is Significant
In many Indian and South Asian feed mills,
the emphasis still leans toward throughput and capital restraint, while cleaning
and dust management receive less attention than they deserve. That is changing,
but unevenly.
For a mill that wants to become
world-class, some of the highest-return investments are often not additional
silos, but better intake sampling, higher-capacity pre-cleaning, effective
aspiration, automated temperature and moisture monitoring, and smarter aeration
control.
These are not luxury upgrades. They are
loss-prevention systems. They reduce spoilage, improve feed consistency, lower
maintenance costs, and improve safety. In many cases, they deliver a faster
payback than expanding storage capacity.
The Real Misconception: Dust Is Not
“Weight”
The biggest misconception in grain and
soybean meal handling is that dust, sand, and screenings are simply part of the
load. Yes, they are weight on the weighbridge. But they are not productive
weight.
They do not contribute protein. They do not
contribute energy. They do not improve digestibility. They do not help storage
stability. They do not reduce wear. They do not improve animal performance.
What they do is dilute value.
The future of grain storage belongs to
facilities that treat dust extraction, waste accounting, and intake design as
core process disciplines. The plants that will lead the industry are not the ones
that move the most material. They are the ones that know exactly what that
material is, what it costs, and what it becomes after it enters the system.
If the intake yard is where grain enters
the plant, it is also where value is either protected or quietly lost. The
difference between the two is not luck. It is engineering.
Conclusion
The future of grain storage will belong to
facilities that measure clean grain yield, control foreign matter at intake,
and treat dust, screenings, and waste as part of the economics of preservation
— not as unavoidable background losses.
A silo is only as good as the grain it receives. That is why the real work begins before storage, not after it.
You
can learn about South Asia's largest exhibition on the agricultural topic
through this link: http://graintechbd.com/
Source: Email/GFMM






















Comment Now